
عیبیابی PLC میتواند به روشهای مختلفی انجام شود و از آنجا که تجربه یک مهندس همیشه در حل موفقیت آمیز چنین مواردی نقش اصلی را ایفا میکند، پنج روش در این مقاله گنجانده شده است.
عیب یابی PLC برند Mitsubishi نوع MELSEC
در این مقاله پنج روش رایج برای عیبیابی سیستمهای PLC را شرح دادهایم:
- عیبیابی حلقههای زمین
- نشانگرهای تشخیصی PLC
- عیبیابی ورودیهای PLC
- عیبیابی خروجیهای PLC
- عیبیابی CPU
در پایان این مقاله خلاصه روشهای عیبیابی PLC که در بالا توضیح داده شده را بررسی کنید.
1. عیبیابی حلقههای زمین
یکی از راهکارهایی که مدت زمان از کار افتادن کارخانه ناشی از خرابی قطعات را به حداقل میرساند، این است که انباری از قطعات جایگزین را همیشه در دسترس داشته باشید. در شرایط خرابی، داشتن انبار مناسب قطعات میتواند مدت زمان از کار افتادگی کارخانه را از چند روز و یا چند ساعت به چند دقیقه تقلیل دهد.
به عنوان یک قاعده کلی، مقدار قطعات یدکی موجود در انبار باید 10٪ تعداد قطعات مورد استفاده باشد. اگر بخشی از آن به ندرت استفاده شود، میتوان کمتر از 10٪ آن قسمت خاص را نگه داشت.
بدون توجه به تعداد CPUهایی که مورد استفاده قرار میگیرند، همهی قطعات اصلی برد CPU باید یک قطعه یدکی داشته باشند. هر منبع تغذیه اعم از اصلی یا کمکی نیز باید دارای نسخه پشتیبان باشد. برخی از برنامههای کاربردی ممکن است به عنوان یک یدکی آماده به کار نیاز به یک رک کامل CPU داشته باشند.
مورد ذکر شده وقتی حساستر میشود که یک سیستم خاموش شده باید فوراً به بهرهبرداری برسد، و زمان کافی برای تعیین اینکه کدام یک از بردهای CPU خراب شده است، وجود ندارد.
در صورت تعویض یک ماژول، کاربر باید اطمینان حاصل کند ماژول جایگزینی که در حال نصب است، درست انتخاب شود. بعضی از سیستمهای I/O در حالی که به برق وصل است اجازه تعویض ماژولها را میدهند، اما بعضی دیگر ممکن است نیاز به قطع برق داشته باشند. اگر تعویض یک ماژول مشکل را حل کند، ولی در یک بازه نسبتاً کوتاه دوباره خراب شود، کاربر باید بارهای القایی را بررسی کند.
بارهای القایی ممکن است باعث افزایش سریع و ناگهانی (spike) ولتاژ و جریان شوند، در این صورت حذف این ولتاژ و جریان ناخواسته لازم است. اگر فیوز ماژول پس از تعویض مجدداً بسوزد، ممکن است جریان خروجی ماژول از حد خود فراتر رفته باشد یا در خروجی دستگاه اتصال کوتاه رخ داده باشد.
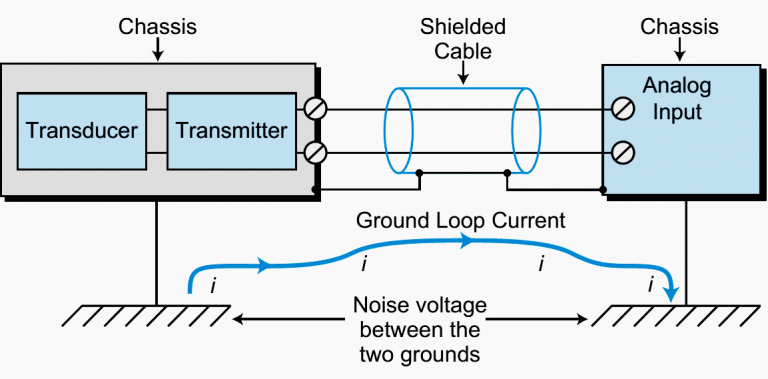
شکل 1: حلقه زمینی که توسط شیلد کابل ایجاد شده است
یکی از حالتهای حلقه زمین زمانی اتفاق میافتد که دو یا چند مسیر الکتریکی در یک خط زمین وجود داشته باشد.
به عنوان مثال، در شکل 1، مبدلها و فرستنده از طریق شاسی (یا بدنه دستگاه) به زمین متصل شده و از طریق شیلد کابل به ورودی آنالوگ متصل میشوند. شیلد کابل به هر دو زمین شاسی دستگاهها متصل میشود، از این طریق مسیری ایجاد میشود که جریان از یک زمین به زمین دیگر جریان مییابد زیرا پتانسیلهای متفاوتی دارند. این جریان میتواند حتی به اندازه چندین آمپر باشد، که میدانهای مغناطیسی قابل توجهی را در انتقال سیگنال القا میکند.
میدانهای مغناطیسی ایجاد شده (توسط این جریانها) میتوانند تداخلی ایجاد کنند که منجر به اشتباه خواندن احتمالی سیگنال آنالوگ شود! برای جلوگیری از این مشکل، شیلد باید فقط در یک طرف بدنه دستگاهها، ترجیحاً طرف PLC، به زمین متصل شود.
در مثال نشان داده شده در شکل 1، شیلد فقط باید در ورودی آنالوگ به زمین وصل شود.
برای بررسی یک حلقه زمین، سیم ارت را از ترمینال ارت جدا کنید و مقاومت بین سیم و ترمینال زمین را اندازهگیری کنید (شکل 2 را ببینید). اهم متر باید مقدار زیادی را بخواند. اگر مقدار مقاومت اندازهگیری شده کم باشد، یعنی پیوستگی مدار وجود دارد و در سیستم حداقل یک حلقه زمین وجود دارد.
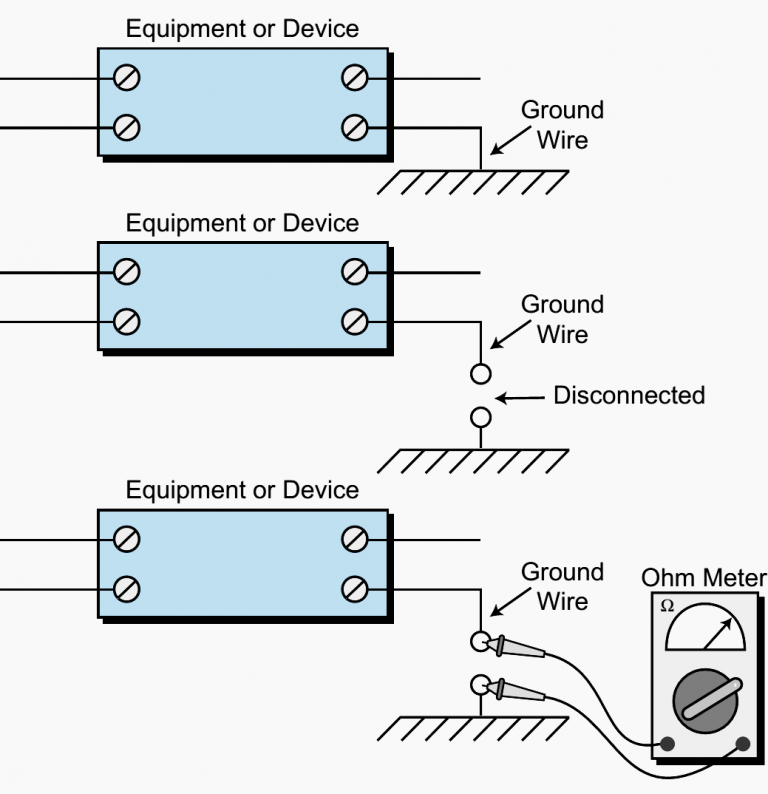
شکل 2: روش شناسایی حلقههای زمینی
2. نشانگرهای تشخیصی PLC
نشانگرهای وضعیت LED میتوانند اطلاعات زیادی در مورد دستگاهها، سیمکشی و ماژولهای I/O (ورودی/خروجی) ارائه دهند. بیشتر ماژولهای ورودی/خروجی حداقل یک نشانگر واحد دارند: ماژولهای ورودی معمولاً دارای یک نشانگر روشن بودن هستند، در حالی که ماژولهای خروجی معمولاً دارای یک نشانگر منطقی هستند.
در ماژول ورودی، یک چراغ LED روشن نشان میدهد که دستگاه ورودی فعال شده است و سیگنال ورودی توسط این ماژول دریافت شده است. این نشانگر به تنهایی نمیتواند نقص عملکرد ماژول را نشان دهد، بنابراین برخی از تولیدکنندگان PLC یک نشانگر تشخیصی اضافی در نظر میگیرند: یک نشانگر منطقی. چراغ منطقی ON نشان میدهد که سیگنال ورودی توسط بخش منطقی ماژول ورودی شناخته شده است.
اگر این دو نشانگر (منطقی و دریافت سیگنال در ماژول ورودی) با هم مطابقت نداشته باشند، در این صورت ماژول قادر به انتقال صحیح سیگنال ورودی به پردازنده نیست.
این حالت نشاندهنده نقص عملکرد ماژول است. عملکرد نشانگر منطق ماژول خروجی مشابه با نشانگر منطق یک ماژول ورودی است. روشن شدن این چراغ نشاندهنده این است که مدار منطقی ماژول یک دستورالعمل از پردازنده را برای اجرا کردن تشخیص داده است.
برخی از ماژولهای خروجی علاوه بر نشانگر منطق، یک یا دو نشانگر دیگر را در خود جای دادهاند: 1) یک نشانگر برای سوختن فیوز 2) یک نشانگر برای روشن بودن. نشانگر سوختن فیوز، وضعیت فیوز محافظ در مدار خروجی را نشان میدهد، در حالی که نشانگر روشن بودن نشان میدهد که توان به بار اعمال شده است و دستورالعملی که از پردازنده به ماژول خروجی داده شده است، در حال اجراست.
همانند ماژول ورودی اگر هر دو LED به طور همزمان روشن نباشند، ماژول خروجی خراب است.
نشانگرهای LED به روند عیبیابی کمک زیادی میکنند. با نشانگرهای روشن بودن و منطق، کاربر میتواند بلافاصله یک ماژول یا مدار خراب را تشخیص دهد. با این حال، نشانگرهای LED نمیتوانند همه مشکلات ممکن را تشخیص دهند. درعوض، آنها به عنوان علائم اولیه نقص سیستم عمل میکنند.
برقیار مشاور شما در موضوع ابزار دقیق
3. عیبیابی ورودیهای PLC
اگر دستگاه متصل به ماژول ورودی روشن به نظر نمیرسد، ممکن است مشکل در جایی بین اتصال L1 و اتصال ترمینال به ماژول (شکل 3) وجود داشته باشد. نشانگرهای وضعیت ماژول ورودی میتوانند اطلاعاتی در مورد دستگاه، ماژول و سیمکشی دستگاه به ماژول ارائه دهند که به شما کمک میکند مشکل را مشخص کنید.
اولین قدم برای تشخیص مشکل، قرار دادن PLC در حالت آماده به کار است، بهطوری که خروجی فعال نشود. این کار اجازه میدهد تا دستگاه به صورت دستی فعال شود (به عنوان مثال، یک limit switch میتواند به صورت دستی بسته شود).
هنگامی که دستگاه فعال میشود، نشانگر وضعیت روشن بودن ماژول باید روشن شود که نشان دهنده اتصال به برق است. اگر نشانگر روشن باشد، مشکل از سیمکشی نیست.
مرحله بعدی تست PLC برای خواندن ماژول ورودی است. این کار با استفاده از حالت تست PLC انجام میشود، که ورودیها را میخواند و برنامه را اجرا میکند، اما خروجیها را فعال نمیکند. در این حالت، صفحه نمایش PLC باید یک بیت 1 در جدول بیتها نشان دهد که به معنی فعال شدن دستگاه است (شکل 3).
اگر PLC به درستی دستگاه را میخواند، مشکل در ماژول ورودی نیست. و اگر دستگاه را به درستی نخواند، ممکن است این ماژول معیوب باشد. حال ممکن است قسمت منطقی ماژول به درستی کار نکند، و یا ایزولاتور نوری آن خراب شده باشد. علاوه بر این، احتمال دارد یکی از کانالهای رابط ماژول معیوب باشد. در این حالت ماژول باید تعویض گردد.
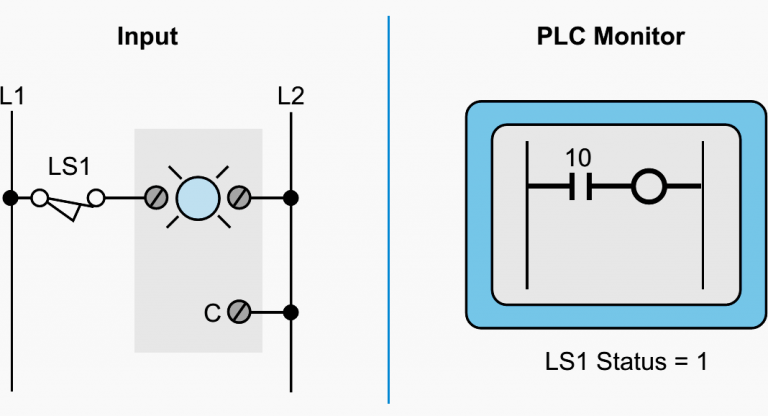
شکل 3: نشانگر اتصال برق که کنتاکت آن وصل شده است
اگر ماژول ورودی سیگنال دستگاه متصل شده به آنرا نخواند، تستهای بعدی لازم است انجام شود. سیمکشی نامناسب، معیوب بودن دستگاه ورودی، معیوب بودن ماژول ورودی یا ناهماهنگی ولتاژ بین دستگاه و ماژول ورودی میتواند علت مشکل باشد.
ابتدا ولتاژ دستگاه را در ماژول ورودی بسنجید. ولتمتر باید ولتاژ مناسبی را نشان دهد (مثلا 230 ولت AC). در صورت وجود ولتاژ مناسب، ماژول ورودی معیوب است زیرا سیگنال فرستاده شده از دستگاه را نمیشناسد. اگر ولتاژ اندازهگیری شده 10 تا 15 درصد کمتر از ولتاژ مناسب باشد، مشکل در مسیر تغذیه (از منبع ولتاژ به) دستگاه است.
در صورت عدم وجود ولتاژ، مشکل میتواند از سیمکشی یا خود دستگاه باشد. اتصال سیمکشی به ماژول را بررسی کنید تا مطمئن شوید سیم در جعبه ترمینال درست وصل شده باشد.
برای تشخیص بیشتر این مشکل، ولتاژ را در دستگاه بررسی کنید. با روشن شدن دستگاه، ولتاژ را در سراسر دستگاه با استفاده از ولتمتر اندازهگیری کنید. در صورت عدم وجود ولتاژ در قسمت خروجی دستگاه که به ماژول ورودی PLC متصل است، دستگاه معیوب است. اما در صورت وجود ولتاژ مناسب در خروجی دستگاه، مشکل در سیمکشی از این دستگاه به ماژول ورودی است که در این حالت، باید سیمکشی چک شود.
4. عیبیابی خروجی PLC
رابطهای خروجی PLC نیز همچنین حاوی نشانگرهای وضعیت هستند که میتوان از آنها جهت عیبیابی استفاده کرد. همانند ورودیهای PLC، اولین قدم برای عیبیابی در خروجیها در صورت وجود مشکل، جداسازی آن به سه بخش ماژول، دستگاه یا سیمکشی دستگاه است.
مهم! در ماژول خروجی اطمینان حاصل کنید که سطح ولتاژ در محدوده مناسبی باشد. در یک سیستم 230 ولت AC، این مقدار باید در بین تلورانس 10 درصد از مقدار مجاز باشد (یعنی بین 207 تا 253 ولت AC).
همچنین ماژول خروجی را بررسی کنید تا ببینید که فیوز سوخته است یا خیر. اگر فیوز سوخته باشد، مقدار جریان مجاز فیوز را بررسی کنید. علاوه بر این، نیاز فعلی دستگاه متصل به ماژول خروجی PLC را بررسی کنید تا مشخص شود آیا دستگاه بیش از حد جریان مصرف میکند یا خیر.
اگر ماژول خروجی دستور روشن شدن از پردازنده را دریافت کند، اما روشن نمیشود، پس ماژول خروجی معیوب است. اگر نشانگر ماژول خروجی روشن است اما به دستگاه متصل به آن روشن نمیشود، ولتاژ را در ترمینال خروجی بررسی کنید، در صورت عدم وجود ولتاژ، ماژول باید تعویض گردد.
در صورت وجود ولتاژ، مشکل در سیمکشی یا دستگاه متصل به ماژول است. در این مرحله، اطمینان حاصل کنید که سیمکشی به درستی انجام شده باشد و از اتصال سیمها به ترمینالهای ماژول خروجی اطمینان حاصل کنید و هیچ سیمی خراب نشده باشد. سپس دستگاه را بررسی کنید.
ولتاژ وارد شده به دستگاه را هنگام روشن بودن ماژول خروجی اندازهگیری کنید، مطمئن شوید که اتصالات در دستگاه به درستی انجام شده باشد. اگر ولتاژ وجود دارد و دستگاه پاسخ نمیدهد، دستگاه معیوب است.
روش دیگر برای بررسی دستگاه، آزمایش آن بدون استفاده از ماژول خروجی است. برای اینکار دستگاه را مستقیماً به منبع برق وصل کنید. اگر دستگاه درست کار نکند، معیوب است. و در صورت درست کار کردن، مشکل در سیمکشی بین دستگاه و ماژول خروجی است.
سیمکشی را بررسی کنید، به دنبال سیمهای عیبدار در طول مسیر سیمکشی بگردید.
5- عیبیابی CPU
PLCها نیز دارای نشانگرهای تشخیصی هستند که وضعیت PLC و CPU را نشان میدهند. این نشانگرها شامل وضعیت روشن بودن، وضعیت حافظه و وضعیت کانالهای ارتباطی هستند. ابتدا بررسی کنید که آیا PLC توان کافی را از منبع تغذیه دریافت میکند تا تمام بارها را تأمین کند یا خیر. اگر PLC هنوز کار نمیکند، میزان افت ولتاژ را در مدار کنترل یا فیوزهای سوخته شده بررسی کنید.
اگر PLC با توان مناسب روشن نشود، مشکل در CPU است.
نشانگرهای تشخیصی در قسمت جلوی CPU، نقصی را در حافظه یا ارتباطات نشان میدهند. اگر یکی از این نشانگرها روشن باشد، ممکن است CPU نیاز به تعویض داشته باشد.
خلاصه روشهای عیبیابی PLC
در پایان، بهترین روش برای تشخیص نقص عملکرد ورودی و خروجی جداسازی مشکل به ماژول، دستگاه و یا سیمکشی است. اگر هر دو نشانگر روشن بودن و منطق در دسترس باشند، خرابیهای ماژول به آسانی آشکار میشوند.
اولین قدم برای حل مسئله، اندازهگیری سطح ولتاژ در ترمینالهای ورودی یا خروجی است.
اگر سطح ولتاژ در ترمینالها مناسب باشد و ماژول پاسخگو نباشد، باید ماژول را تعویض کنید. اگر ماژول تعویضی هیچ تاثیری نداشته باشد، ممکن است سیمکشی مشکل داشته باشد. سطح ولتاژ مناسب در ترمینال خروجی وقتی که دستگاه متصل به ماژول خروجی کماکان خاموش است، نشان دهنده خطایی در سیمکشی است. اگر خروجی فعال باشد اما نشانگر LED خاموش باشد، ماژول خروجی معیوب است.
اگر یک نقص را نمیتوان در ماژول I/O ردیابی کرد، باید اتصالات ماژول بررسی شود (دنبال اتصالات سست یا درآمدن سیمها از ترمینالها بگردید).
در آخر، جهت یافتن سیمهای معیوب، زیر پیچهای ترمینال و یا اتصالات لحیم کاری روی ترمینالهای ماژول را بررسی کنید.
منبع: PLC Start Up and Maintenance by Industrial Text & Video Company
دیدگاههای بازدیدکنندگان
علت روشن نشدن چراغ run در پی ال سی چی میتونه باشه
765 روز پیش ارسال پاسخدستگاه ساشه دارم شب خاموش کردم صبح دیگه کار نمیکنه
سلام خسته نباشید دستگاه فرز دوپالت دکل ماهور کنترل SIEMENSمشکل pLSدارد مانیتور روشن آلارم نوشته منتظر اتصال NCوPLCباشید ممنون میشم کمک کنید
568 روز پیش ارسال پاسخبا واحد فنی شرکت تماس بگیرید.
559 روز پیش ارسال پاسخمشکل !PLS
568 روز پیش ارسال پاسخ